
Ружейные (пушечные) свёрла
Ружейные свёрла (Gun Drills) — специализированный инструмент для глубокого сверления отверстий с высокой точностью диаметра (H7), прямолинейностью (отклонение < 0,1 мм/100 мм длины) и чистотой поверхности Ra 0,4–1,6 мкм. Применяются там, где спиральные свёрла невозможны из-за отвода стружки и отклонения оси — глубина отверстия L/D от 10×D до 100×D.
Конструкция: асимметричная V-образная канавка для подачи СОЖ под давлением 4–60 кг/см² (в зависимости от диаметра: малый Ø — выше давление, больший Ø — выше расход) через внутреннее отверстие в стержне и отвода стружки напрямую к заднему концу сверла. Режущая головка из твёрдого сплава (VHM или напаянная твердосплавная пластина), тело трубчатое стальное. Диаметр Ø 1–65 мм, длина — до 5000 мм и более (под заказ).
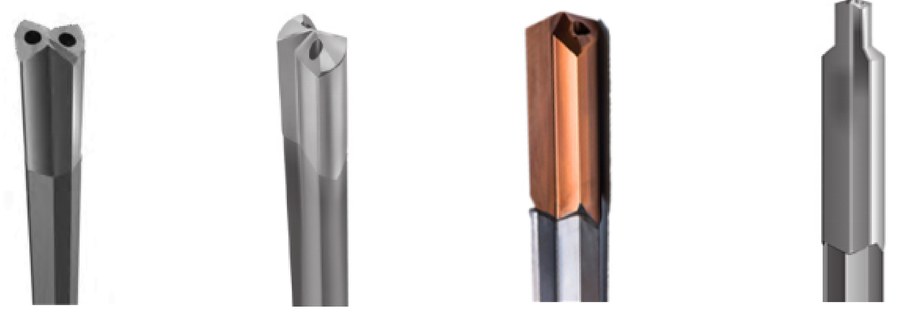
Типы конструкций: цельная твердосплавная (solid carbide) — головка и штанга из монолитного твёрдого сплава, Ø 1–12 мм, для микроотверстий и закалённых сталей; паяная однолезвийная (brazed single flute) — твердосплавная головка, припаянная к бесшовной стальной трубке и хвостовику, Ø 2–45 мм, длина до 5000 мм — самый распространённый тип; машинно-зажимная со сменными пластинами (indexable) — Ø 10–65 мм (1 лезвие: Ø 10–32 мм; 3 лезвия: Ø 30–65 мм), без переточки, для серийного производства; двухлезвийная паяная (twin fluted) — два симметричных лезвия и два канала СОЖ, Ø 6–25 мм, для хрупких материалов (чугун, бронза, графит, латунь). Применение: производство гидроцилиндров, валов редукторов, пресс-форм, отливок, медицинских имплантов. Изготовление под заказ под конкретную деталь и глубину.
- Диаметры: Ø1.0–65 мм в зависимости от типа конструкции
- Длина до 5000 мм (паяная серия)
- Материал режущей части: цементированный твёрдый сплав HM
- Соотношение L/D: до 100xD и более
- Точность отверстия H7, допуск +0.005–+0.04 мм
🔧 Индивидуальное изготовление под заказ
Любое сочетание диаметра, длины и формы хвостовика. Подбор покрытия (TiN, TiAlN) и угла заточки под конкретный материал детали. Заказ по чертежу или образцу. Диаметр режущей части может быть задан с точностью до 0.001 мм.

Режущие головки паяных свёрл GS · покрытия TiN, TiCN, без покрытия
- Диаметр Ø2.0–45 мм с шагом 0.001 мм
- Максимальная длина: 5000 мм
- HM-головка припаяна к бесшовной стальной трубке и хвостовику
- 4 формы направляющего контура (A, B, C, D) — под материал детали
- Подходит для ЧПУ-центров, токарных, спецстанков
- Заменяет предварительное рассверливание — один проход вместо двух
Принцип: СОЖ под давлением через внутренний канал к лезвию. Стружка + СОЖ выводятся внешней канавкой назад. Форма A: большинство материалов. B: сталь, высокое качество. C: чугун, графит. D: алюминий.

Цельносплавные свёрла GS · Ø1–12 мм
- Диаметр Ø1.0–12 мм (Ø1–4 и Ø4.01–12 — разная геометрия заточки)
- Головка и штанга — монолитный HM без паяного шва
- Минимальное радиальное биение — выше точность и повторяемость
- Ресурс и стойкость выше, чем у паяных аналогов
- Минимальный диаметр от Ø1.0 мм
Преимущество: Отсутствие паяного шва между головкой и штангой устраняет вибрацию и биение. Идеально для глубоких прецизионных отверстий в закалённых сталях, нержавейке и титане.

Головки со сменными пластинами и направляющими
- 1-лезвийная: Ø10–32 мм (пластины ZSGT, LOGT, TOGT070–130)
- 3-лезвийная: Ø30–65 мм (NPHT внешняя + NPMT центральная)
- Высокая подача и хорошее стружколомание без переточки
- Замена лезвия за считанные минуты без демонтажа со станка
- Удобно на ЧПУ-центрах без специального глубокосверлильного станка
Направляющие пластины GP и режущие TOGT/NPHT подбираются по диаметру. Крепление винтами Torx T6–T20.
Двухлезвийные головки GS · два канала СОЖ
- Диаметр Ø6–25 мм · угол при вершине 140°
- Два симметричных лезвия + два масляных канала
- Стружка выводится наружными канавками штанги
- Для хрупких материалов: чугун, бронза, графит, латунь
- Соотношение L/D: до 30–40
Ограниченное пространство для стружки — не рекомендуется для вязких сталей. Скорость резания 60–100 м/мин в зависимости от материала.
⬟ Двойная направляющая
Два guide pad вместо одного. Выше стабильность размера и концентричность. Для автомобильных осей, гидравлики, пресс-форм.
⚬ Сферическая вершина
Для пресс-форм, где дно отверстия должно быть сферическим. Минимальная доработка после сверления.
▦ Ступенчатая
Несколько разных диаметров за один проход. Идеальная осевость и концентричность без переустановки детали.
⊠ Плоское и конусное дно
Flat-bottom и taper-bottom исполнение для специальных требований к дну отверстия.
| Тип | Диаметр | Макс. длина | L/D макс. | Особенность |
|---|---|---|---|---|
| Паяная однолезвийная | Ø2–45 мм | 5000 мм | ~100xD | Самая универсальная |
| Цельная твердосплавная | Ø1–12 мм | ~1000 мм | ~80xD | Микро-Ø, точность |
| Маш.-зажимная (1 лезвие) | Ø10–32 мм | 3000 мм | ~60xD | Без переточки |
| Маш.-зажимная (3 лезвия) | Ø30–65 мм | 2000 мм | ~40xD | Большие Ø, высокая подача |
| Двухлезвийная паяная | Ø6–25 мм | ~1000 мм | 30–40xD | Хрупкие материалы |
Значения по каталогу GS. Справочные — корректируйте по состоянию инструмента и условиям обработки.
| Ø сверла, мм | Подача, мм/об | |||
|---|---|---|---|---|
| Легированная, улучшенная, цементируемая, азотируемая, инструментальная сталь >900 Н/мм² | Конструкционная, углеродистая, низколегированная, цементируемая <900 Н/мм² («автоматная») | Пружинная сталь, суперсплавы, титановые сплавы | Нержавеющая сталь и подобные материалы | |
| Vc, м/мин | 60–80 | 70–100 | 25–60 | 30–60 |
| 2.0–2.5 | 0.0020–0.0050 | 0.0020–0.0070 | 0.0010–0.0020 | 0.0016–0.0030 |
| 2.5–3.0 | 0.0033–0.0060 | 0.0025–0.0100 | 0.0010–0.0030 | 0.0025–0.0050 |
| 3.0–3.5 | 0.0050–0.0070 | 0.0035–0.0130 | 0.0026–0.0060 | 0.0037–0.0065 |
| 3.5–4.0 | 0.0070–0.0100 | 0.0050–0.0150 | 0.0038–0.0075 | 0.0050–0.0085 |
| 4.0–4.5 | 0.0090–0.0120 | 0.0060–0.0190 | 0.0052–0.0085 | 0.0070–0.0100 |
| 4.5–5.0 | 0.0110–0.0150 | 0.0070–0.0200 | 0.0071–0.0100 | 0.0090–0.0120 |
| 5.0–6.0 | 0.0125–0.0180 | 0.0090–0.0260 | 0.0092–0.0150 | 0.0115–0.0140 |
| 6.0–7.0 | 0.0150–0.0220 | 0.0120–0.0280 | 0.0120–0.0160 | 0.0140–0.0170 |
| 7.0–8.0 | 0.0175–0.0250 | 0.0135–0.0350 | 0.0147–0.0180 | 0.0160–0.0190 |
| 8.0–9.0 | 0.0200–0.0270 | 0.0160–0.0360 | 0.0176–0.0210 | 0.0180–0.0210 |
| 9.0–10.0 | 0.0225–0.0300 | 0.0185–0.0400 | 0.0210–0.0250 | 0.0200–0.0280 |
| 10.0–12.0 | 0.0250–0.0380 | 0.0250–0.0500 | 0.0240–0.0300 | 0.0250–0.0330 |
| 12.0–14.0 | 0.0300–0.0440 | 0.0280–0.0600 | 0.0270–0.0330 | 0.0300–0.0380 |
| 14.0–16.0 | 0.0350–0.0500 | 0.0350–0.0700 | 0.0290–0.0400 | 0.0350–0.0440 |
| 16.0–18.0 | 0.0400–0.0530 | 0.0380–0.0800 | 0.0330–0.0450 | 0.0410–0.0500 |
| 18.0–20.0 | 0.0440–0.0600 | 0.0450–0.0900 | 0.0370–0.0490 | 0.0450–0.0620 |
| 20.0–24.0 | 0.0490–0.0690 | 0.0550–0.1080 | 0.0410–0.0540 | 0.0490–0.0710 |
| 24.0–28.0 | 0.0550–0.0770 | 0.0600–0.1180 | 0.0450–0.0570 | 0.0520–0.0830 |
| 28.0–32.0 | 0.0590–0.0850 | 0.0700–0.1350 | 0.0490–0.0620 | 0.0570–0.0910 |
| 32.0–40.0 | 0.0630–0.0980 | 0.0850–0.1550 | 0.0520–0.0650 | 0.0630–0.0980 |
Использовать специальное масло или эмульсию концентрацией не менее 10%. Фильтрация: не хуже 20–30 мкм.
Важно: Ружейное сверло не имеет функции самоцентрирования. Перед основным сверлением обязательно подготовить направляющее отверстие глубиной не менее 1.5×D, точностью +0.01–+0.03 мм.
💡 Если заготовка вращается в противоположном направлении — прямолинейность отверстия значительно улучшается.
Стандартизованные типоразмеры хвостовиков (паяная и цельная твердосплавная серии). Нестандартная форма — по чертежу заказчика.
| Артикул | Размер D×L | D мм | L мм | L1 мм | X мм | M резьба |
|---|---|---|---|---|---|---|
| 01 | 10×40 | 10 | 40 | — | — | — |
| 02 | 12×45 | 12 | 45 | — | — | — |
| 03 | 16×48 | 16 | 48 | — | — | — |
| 04 | 20×50 | 20 | 50 | — | — | — |
| 05 | 25×70 | 25 | 70 | — | — | — |
| 10 | 16×65 | 16 | 65 | 48 | — | — |
| 12 | 25×100 | 25 | 100 | 70 | — | — |
| 17 | 16×48 | 16 | 48 | — | 36 | — |
| 19 | 25×70 | 25 | 70 | — | 58 | — |
| 22 | 32×70 | 32 | 70 | — | 58 | — |
| 70 | 16×112 | 16 | 112 | — | 73 | TR16×1.5 |
| 75 | 16×80 | 16 | 80 | — | — | M10×1 |
| 76 | 25×100 | 25 | 100 | — | — | M16×1.5 |
D = диаметр хвостовика, L = общая длина, L1 = длина хвостовика, X = длина паза. Полный перечень — в PDF-каталоге.
КОНТАКТЫ